Produkts




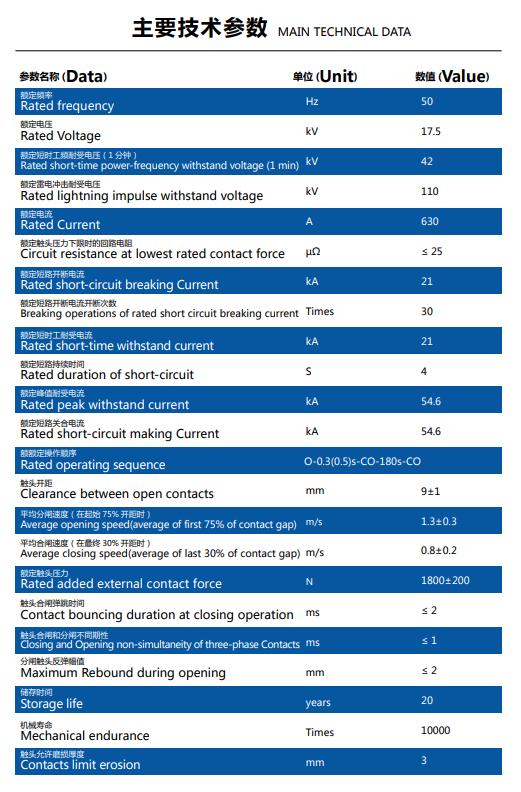
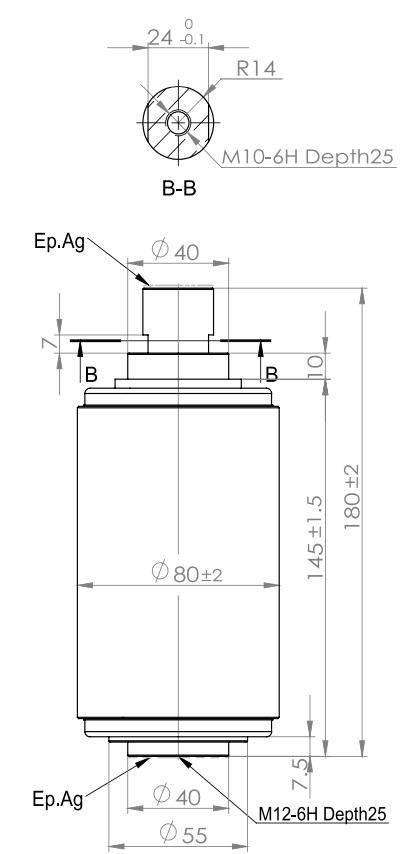
Vakuuma pārtraucējs eksportam TD-17.5/630-21 (188)
Īss produkta apraksts:
Vakuuma pārtraucēju apakšmezgli sākotnēji tika montēti un salodēti kopā ūdeņraža atmosfēras krāsnī.Caurule, kas savienota ar pārtraucēja iekšpusi, tika izmantota, lai evakuētu pārtraucēju ar ārēju vakuumsūkni, kamēr pārtraucējs tika uzturēts aptuveni 400 ° C (752 ° F).Kopš 1970. gadiem pārtraucēju apakškomponenti ir montēti augsta vakuuma cietlodēšanas krāsnī, izmantojot kombinētu cietlodēšanas un evakuācijas procesu.Desmitiem (vai simtiem) pudeļu apstrādā vienā partijā, izmantojot augsta vakuuma krāsni, kas tās uzsilda līdz 900 °C temperatūrā un 10–6 mbar spiedienā.Tādējādi pārtraucēji izpilda kvalitātes prasību "aizzīmogots uz mūžu".Pateicoties pilnībā automātiskajam ražošanas procesam, augsto kvalitāti var pastāvīgi reproducēt jebkurā laikā.
Pēc tam pārtraucēju novērtējums ar rentgena procedūru tiek izmantots, lai pārbaudītu pozīciju, kā arī iekšējo komponentu pilnīgumu un lodēšanas punktu kvalitāti.Tas nodrošina augstu vakuuma pārtraucēju kvalitāti.
Formēšanas laikā vakuuma pārtraucēja galīgā iekšējā dielektriskā izturība tiek noteikta pakāpeniski pieaugot spriegumam, un to pārbauda ar sekojošu zibens impulsa sprieguma testu.Abas darbības tiek veiktas ar lielākām vērtībām, nekā norādīts standartos, kas apliecina vakuuma pārtraucēju kvalitāti.Tas ir priekšnoteikums ilgstošai izturībai un augstai pieejamībai.
Noteiktos apstākļos vakuuma ķēdes pārtraucējs var piespiest strāvu ķēdē līdz nullei pirms dabiskās nulles (un strāvas maiņas) maiņstrāvas ķēdē.Ja pārtraucēja darbības laiks ir nelabvēlīgs attiecībā uz maiņstrāvas sprieguma viļņu formu (kad loks ir nodzisis, bet kontakti joprojām kustas un jonizācija vēl nav izkliedējusies pārtrauktājā), spriegums var pārsniegt spraugas noturības spriegumu.
Mūsdienās ar ļoti zemu strāvas sadalīšanu vakuuma automātiskie slēdži neizraisīs pārspriegumu, kas varētu samazināt apkārtējo iekārtu izolāciju.